



BGA焊点的X射线检测
对于高密度电子装联产品而言,BGA(Ball Grid Array,球栅阵列)封装因引脚数多、I/O密度高、寄生参数低、适合高速信号传输而被广泛应用于通信设备、汽车电子、工业控制、消费电子及高可靠性电子系统中。然而,BGA焊球阵列位于器件底部,焊后焊点被芯片本体遮挡,传统目视检测几乎无法完成内部质量评估。也正因如此,X射线检测已成为BGA焊接质量管控中不可替代的关键手段。
为什么BGA焊点必须做X射线检测?
因为BGA焊点属于“隐藏焊点”,即便外观上器件贴装位置正常,也不能说明内部焊接完全合格。空洞、虚焊、焊点过大、桥连短路、焊球塌陷异常等问题,往往只能通过X射线检测进行识别和验证。对制造企业而言,越早发现焊接缺陷,越能降低返修成本、批量不良风险和终端失效概率。
一、BGA封装的结构特点与检测难点
BGA是一种将圆形或柱状焊球按阵列形式分布于芯片底部的封装方式,器件通过回流焊工艺与PCB焊盘连接形成电气与机械连接。相比传统引脚外露封装,BGA封装可显著提升布线效率与封装密度,但也带来了更高的检测难度:焊点位置被封装体覆盖,焊后无法直接观察焊点真实形貌;焊点内部若存在微小空洞、裂纹萌生或局部润湿不良,仅凭AOI或人工目检很难发现;对于高层板、厚板、多层屏蔽结构产品,内部叠层和金属结构还会进一步增加判读复杂度。
因此,在BGA生产与失效分析环节中,企业更需要借助高分辨率、高穿透能力的X射线检测设备,对焊球形态、焊点面积、空洞比例以及相邻焊点之间的异常连接情况进行准确判断。这不仅关系到来料验证、首件确认、过程抽检和出货把关,也直接影响整机长期运行的可靠性。
二、BGA焊点常见缺陷有哪些?为什么空洞最受关注?
BGA焊点常见焊接缺陷主要包括空洞、虚焊、焊点过大、焊料偏移、连锡短路等。其中,空洞缺陷是电子制造现场中最常见、也是最容易被忽视的一类问题。所谓空洞,是指焊点内部存在封闭或半封闭的气孔区域,通常由焊料中的挥发性有机物、助焊剂残留、焊盘表面状态异常、回流温度曲线不合理或排气路径不畅等因素造成。高温焊接过程中,若内部气体不能及时逸出,就会在焊点凝固前滞留并形成空洞。
空洞并不一定会立即导致器件失效,但其风险在于会削弱焊点有效连接面积,降低焊点的机械强度、导热能力与导电性能。在大电流、高散热要求、高频高速信号或热循环环境下,空洞可能进一步加剧局部应力集中与热阻升高,进而影响连接可靠性。对于汽车电子、工控主板、服务器板卡、医疗电子以及高可靠性军工电子产品而言,空洞率过高往往意味着潜在隐患,而不是简单的外观问题。
三、BGA空洞缺陷的质量判定标准
在实际质量控制中,并不是所有空洞都必须判为不良。行业应用通常允许焊球内部存在一定范围内的小尺寸空洞,但是否可接受,关键在于空洞面积占焊球面积的比例以及空洞分布状态。换句话说,BGA空洞缺陷评估的核心,不是单纯“有没有空洞”,而是“空洞有多大、占比多少、是否集中、是否超限”。
常见判定原则可归纳为:
1. 当空洞面积占焊球面积的10%~25%时,焊接质量通常可接受,但工艺端仍建议优化,以减少潜在可靠性风险。
2. 当单个空洞面积超过焊球面积的25%时,说明焊点有效连接区域被明显削弱,应视为存在可靠性隐患的缺陷焊点。
3. 当同一焊点内存在多个空洞时,其空洞面积总和通常不应超过焊球面积的20%;若超出该范围,通常判定为不合格。
因此,对于BGA焊点空洞缺陷的检测,真正的关键在于焊球区域和空洞区域的准确分割,以及二者面积的可靠计算。这也是为什么高品质X射线检测系统不仅要“看得见”,更要“测得准”“判得稳”。
四、BGA焊点X射线检测的工作原理
在BGA封装器件进行X射线检测时,X射线源发出的射线穿透PCB、焊点及封装体,不同材料与厚度会对射线产生不同程度的吸收。穿透后的信号被图像增强器或平板探测器接收,并进一步转化为可供观察和分析的图像。由于焊料、铜层、封装材料及空气空隙的吸收差异明显,焊点内部结构便可在图像中表现出来。
对于BGA检测而言,X射线源焦斑尺寸是影响成像质量的重要参数之一。焦斑越小,图像边缘越清晰,微小缺陷的识别能力越强,检测精度与灵敏度也越高。特别是在微间距BGA、CSP、倒装芯片等精密封装场景中,微焦点或纳米焦点X射线检测设备,往往更适合执行细节级焊点分析任务。
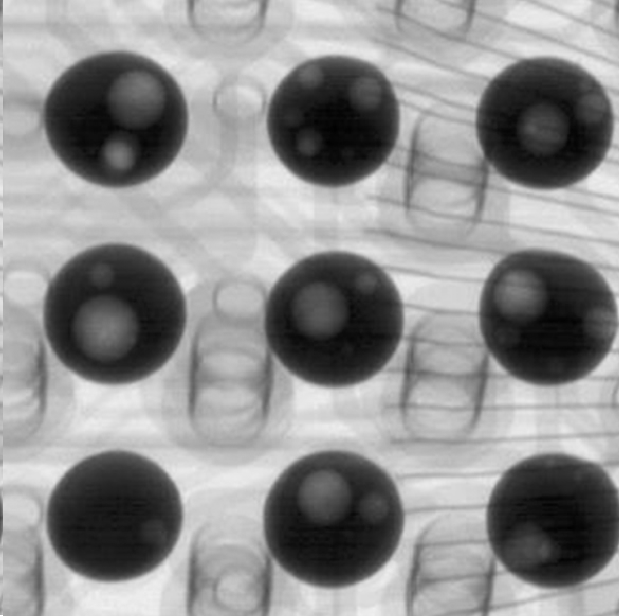
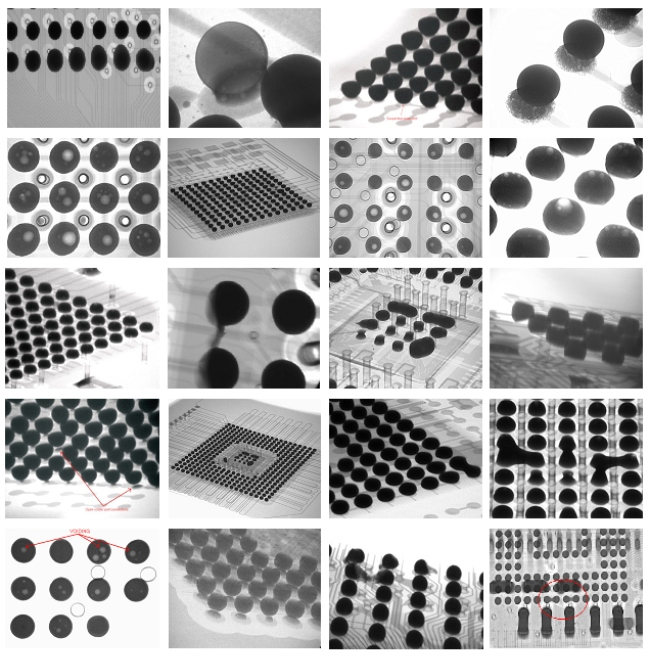
图示:采用回流焊焊接的塑封BGA芯片局部X射线图像。焊球阵列中可清晰观察到内部气泡特征,为后续空洞定量分析提供基础。
以上实例中,通过局部X射线图像可清楚看到若干焊球内存在气泡状区域,这说明焊点内部已形成可识别的空洞缺陷。对于批量生产企业来说,如果能够在回流焊后及时通过X射线检测发现此类异常,就能在产品流入下道工序之前提前拦截风险。
五、BGA焊点空洞缺陷的定量分析流程
仅凭肉眼观察“有空洞”还远远不够,真正具有说服力的质量判断,需要建立在定量分析基础上。对于BGA焊点而言,典型的分析流程包括:焊点定位、焊点区域分割、空洞区域提取、像素统计、等效面积计算、面积比输出及缺陷判级。借助图像处理算法与高质量成像数据,可以将原始图像中的每个焊点完整分离,并进一步识别焊点内部的空洞区域。
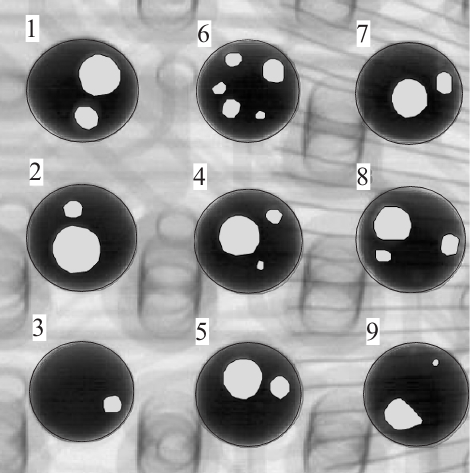
图示:BGA焊点图像中的焊点区域与空洞区域提取结果。通过完整分割,可实现焊球与空洞缺陷的一一对应分析。
从图中可以明显看到,每个BGA焊点都得到了较完整的分割,焊点内部的空洞区域也被有效提取出来。按照列方向坐标顺序进行编号后,即可对每个焊点及其内部空洞区域分别统计像素数量,进一步换算为焊球等效面积与空洞等效面积,并得到空洞面积比。这一过程对生产现场尤为关键,因为它把传统“经验判断”转变为“数据判定”,能显著提升质量检验的一致性与可追溯性。

图示:BGA焊点空洞率结果示例。通过面积统计与比例计算,可快速判断焊点是否超出工艺允许范围。
六、BGA焊点空洞率为什么必须“定量”而不是“估计”?
在很多电子制造现场,最初对BGA焊点空洞的判断往往依赖检验人员经验,但随着封装精细化程度提升,仅凭目测估计已经无法满足高可靠性产品的质量要求。原因很简单:不同焊点大小不同、图像对比度不同、空洞形态不规则,仅通过主观观察很容易造成误判、漏判或不同检验员之间标准不一致。
定量分析的优势在于,它能够对每一颗焊球给出可复核的面积数据、空洞比例数据与编号位置数据。一旦某个焊点空洞率超限,不仅可以快速定位问题点位,还能追溯到具体批次、回流炉温曲线、锡膏批号、钢网开口设计或贴装参数。对于希望建立稳定制程能力的企业来说,这种数据化质量控制方式远比单次判图更有价值。
对企业而言,BGA X射线检测的核心价值在于:
提高首件确认效率,缩短试产验证周期;
在量产过程中及时发现焊接偏差,减少批量返修与客诉风险;
为汽车电子、工控、通信等高可靠性应用建立更严谨的质量证据链;
帮助工艺工程师优化锡膏、焊盘设计和回流参数,从“发现问题”走向“减少问题”。
七、哪些因素会影响BGA焊点X射线检测结果?
想要获得真实、稳定、可用于判定的检测结果,除了依赖设备本身性能外,还需要关注多个关键因素。首先是射线源焦斑尺寸与几何放大倍率,这直接决定图像分辨能力;其次是探测器灵敏度与灰度层次,影响空洞边界是否清晰可辨;再次是样品摆放姿态与检测角度,角度不当可能导致焊点重叠、边界模糊或局部失真。此外,PCB层数、铜厚、器件结构复杂度、封装体吸收差异等,也都会影响图像质量。
所以,选择X射线检测方案时,不应只关注“能不能看见”,更应重视设备在微小缺陷识别、图像稳定性、批量检测一致性和数据分析能力方面的综合表现。尤其是当产品封装更小、密度更高、可靠性要求更严格时,高性能成像与软件分析能力往往决定了最终检测价值。
八、BGA焊点X射线检测适用于哪些行业和场景?
BGA焊点的X射线检测,适用于几乎所有使用隐藏焊点封装的电子制造与质量分析场景。包括但不限于:SMT产线首件检测、回流焊后抽检、FA失效分析、返修后验证、来料品质评估、新产品导入试产验证、工艺参数优化和客户端质量稽核。尤其对于采用BGA、QFN、CSP、LGA、PoP、倒装芯片等封装形式的企业,内部焊点状态往往无法通过外观直接判断,X射线成像便成为必要的过程控制工具。
从行业分布来看,汽车电子、消费电子、服务器与存储设备、通信设备、安防电子、工业主板、LED驱动、电源控制板以及医疗电子等领域,对焊接可靠性要求越来越高,BGA焊点检测频率也在持续上升。对于承接OEM/ODM订单的工厂来说,拥有稳定的X射线检测能力,更有助于提升客户信任度与交付竞争力。
九、如何通过X射线检测结果反向优化焊接工艺?
高质量检测的价值,不仅在于筛出不良,更在于帮助企业持续改善工艺。若BGA焊点空洞率偏高,可从多个方向排查并优化:检查锡膏活性与挥发特性是否匹配当前回流曲线;评估钢网厚度与开口设计是否导致焊料量异常;确认焊盘表面处理质量是否影响润湿与排气;分析预热区与峰值区设置是否使助焊剂挥发和焊料熔融过程失衡;同时还应检查元件底部设计、PCB通孔结构及局部散热条件是否影响气体释放路径。
通过前后批次X射线检测数据对比,工程师可以更清晰地看到参数调整是否有效。这种以图像和数据为依据的优化方法,能够减少“试错式调机”的成本,提高工艺改善的效率与把握度。
十、选择BGA焊点X射线检测方案时,最应关注什么?
对潜在采购和质量负责人而言,选择BGA焊点X射线检测设备或解决方案时,建议重点关注以下几个维度:第一,成像分辨率是否足以识别微小空洞与细微焊接异常;第二,设备是否具备稳定的放大、测量、标注及缺陷分析能力;第三,软件是否支持焊点区域自动提取、面积统计和结果输出;第四,设备操作是否便捷,是否适合一线质检与工程人员快速上手;第五,售后服务与应用支持是否完善,能否针对具体BGA产品提供实用检测方法与参数建议。
如果当前正面临BGA焊接不良率波动、客户审核压力增加、返修成本偏高或新品导入效率不理想等问题,那么引入更专业的X射线检测能力,通常会比单纯增加人工复判更有效。因为真正的质量提升,来自对内部缺陷的可视化识别与可量化控制。
BGA焊点质量控制,核心在于看得见、测得准
BGA焊点作为典型的隐藏焊点,其内部质量状态直接关系到整机性能与长期可靠性。空洞虽然是最常见的焊接缺陷之一,但只要借助高分辨率X射线检测手段,并结合焊点面积、空洞面积及其比例进行定量分析,就能够实现更加科学、客观和高效的质量判定。
对于追求稳定良率与客户信赖的电子制造企业而言,BGA焊点X射线检测并不是可有可无的附加项目,而是提升制程能力、保障交付质量和降低失效风险的重要基础能力。谁能更早、更准地识别内部缺陷,谁就更有机会在质量竞争中占据主动。





 总部地址:深圳市光明区马田街道星源先进材料产业园3栋7楼
总部地址:深圳市光明区马田街道星源先进材料产业园3栋7楼  袁经理:
袁经理:
