



正确选择铸件X射线透照方式,确保缺陷检出率和图像质量
文章来源:骅飞科技X-Ray 发布时间: 2026-03-16
铸件X射线数字成像检测:正确选择透照方式,精准把控图像质量
长期以来,铸件缺陷多采用传统的胶片射线照相检测,企业往往面临着效率低、劳动强度大、材料成本高、底片难保存以及环境污染等诸多痛点。
随着电子信息与计算机技术的跨越式进步,射线数字成像检测技术得到了迅猛发展。它以检测速度快、运营成本低、支持图像计算机增强处理、数字海量存储传输以及计算机辅助评定等绝对优势,为制造业带来了质的飞跃。特别是随着人工智能(AI)技术的深度融合,智能化评定成为现实。针对大批量铸件生产,企业现已能在生产线上建立全自动数字成像检测线,实现毫秒级快速检测。
如今,X射线检测铸件技术正在加速取代传统的胶片射线照相检测,成为保障产品良率、提升客户信任度的核心质控手段。
一、 透照方式选择的核心准则
行业优选原则:应根据铸件的结构特点和技术条件的要求选择适宜的透照方式。在实际操作中,应优先选用单壁透照方式;只有在单壁透照无法实施的受限情况下,才考虑采用双壁透照方式。
二、 优选方案:单壁透照布置
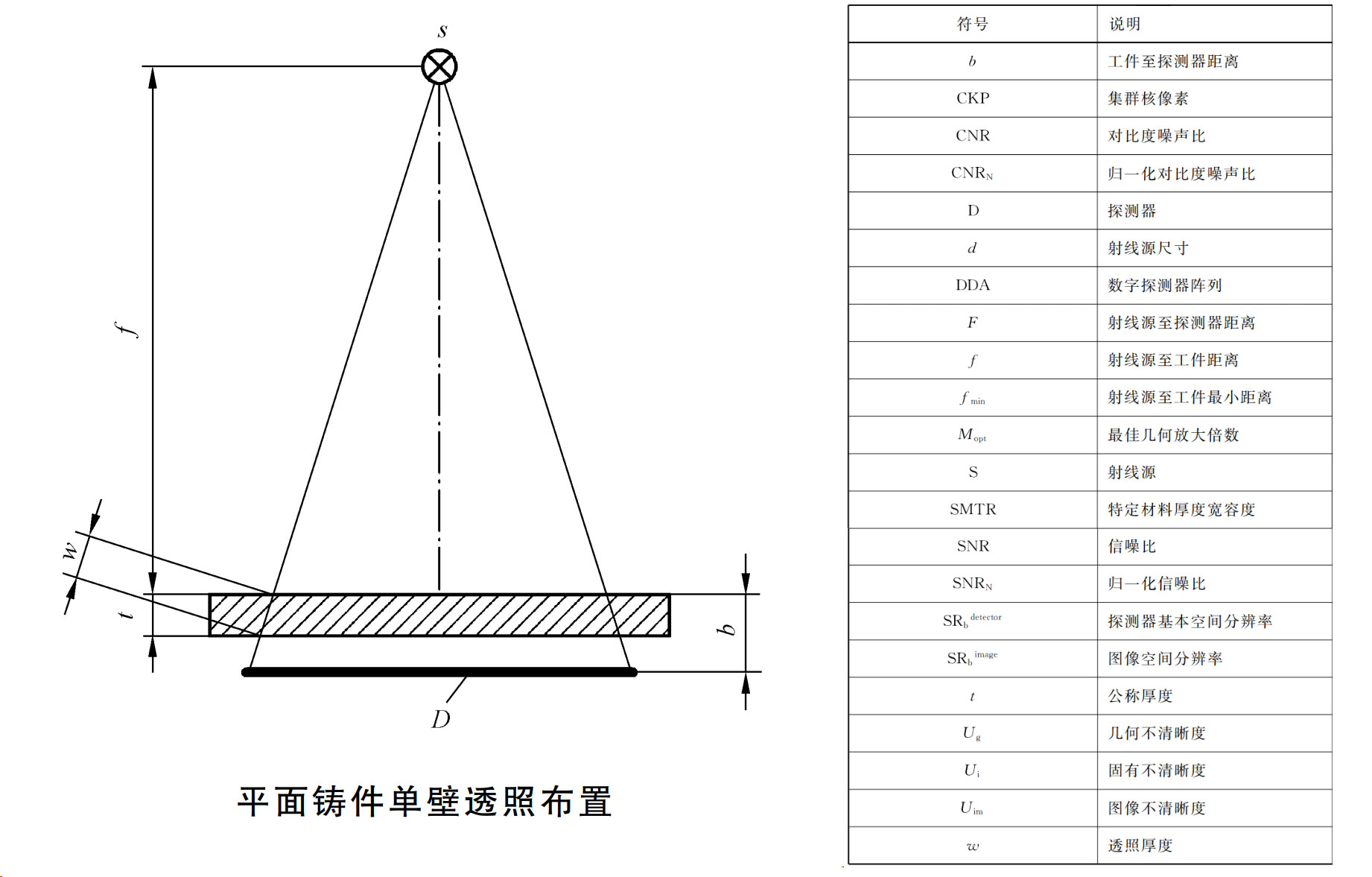
平面铸件单壁透照布置
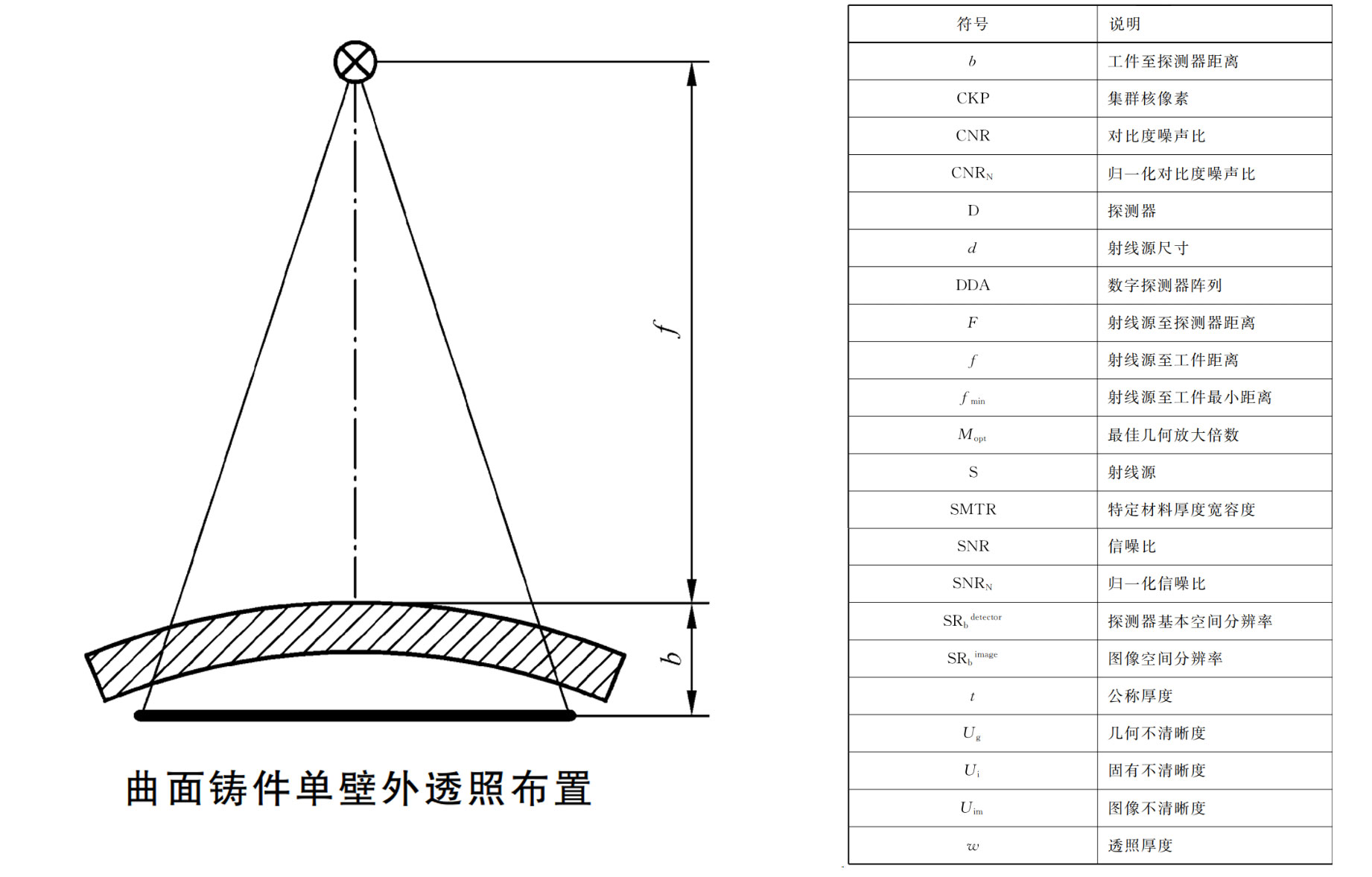
曲面铸件单壁外透照布置
曲面铸件单壁内透照:当射线源位于被检工件凹面侧,探测器位于凸面侧时(见下图)。若工况与物理条件允许,曲面铸件应优选此类内透照方式,从而获得更理想、更清晰的透照方向和更低的几何不清晰度。
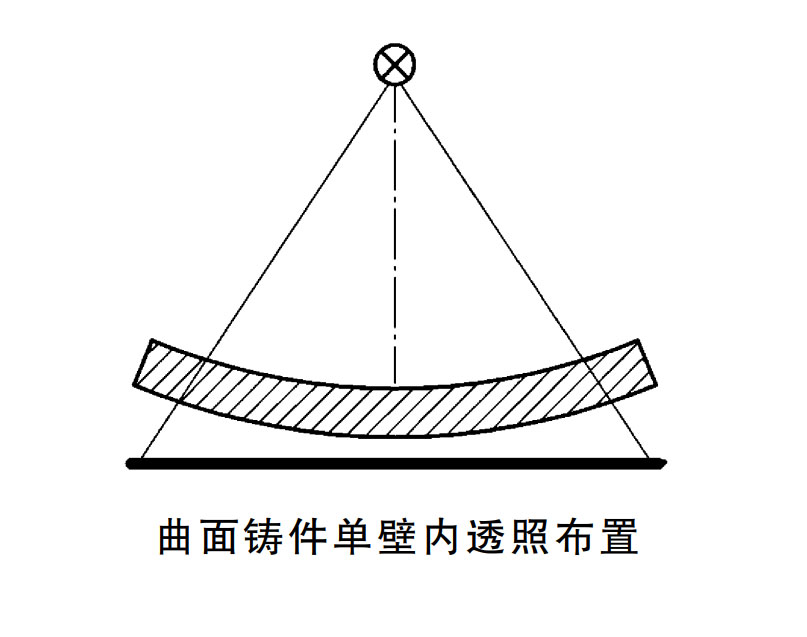
曲面铸件单壁内透照布置
三、 替代方案:双壁单影透照
当针对平面或曲面铸件采用双壁单影透照时,射线源与探测器分列被检工件的两侧。务必按下图的透照方式进行布置:在满足灵敏度和图像不清晰度严格要求的前提下,放射源至被检区表面的距离应尽可能缩短至最小,以保障影像质量。
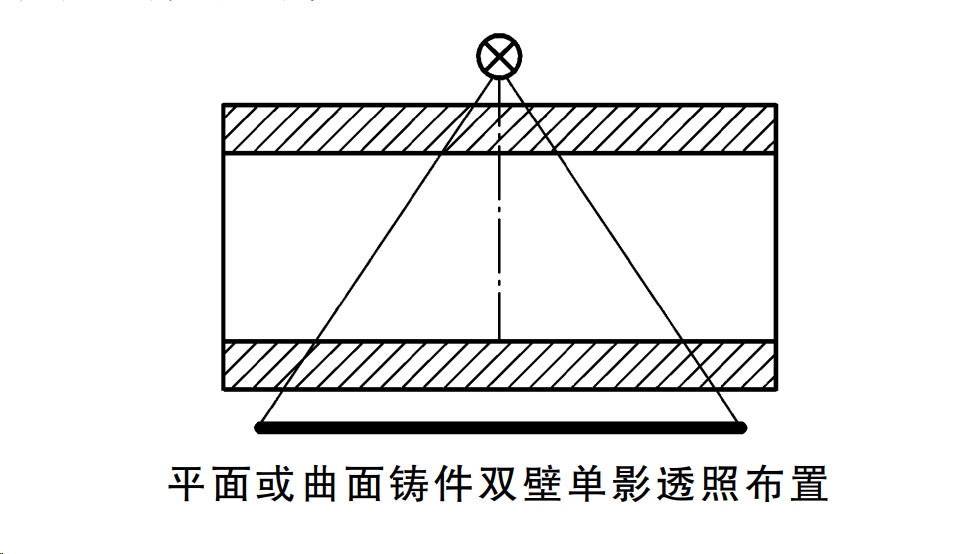
平面或曲面铸件双壁单影透照布置
四、 复杂工况对策:双壁双影透照
在采用双壁双影透照(射线源与探测器分别位于工件两侧)时,可分为分段曝光与整体曝光。评定时需注意:缺陷应按单壁的厚度分级,若工件壁厚不同时,应参照较小的壁厚标准。
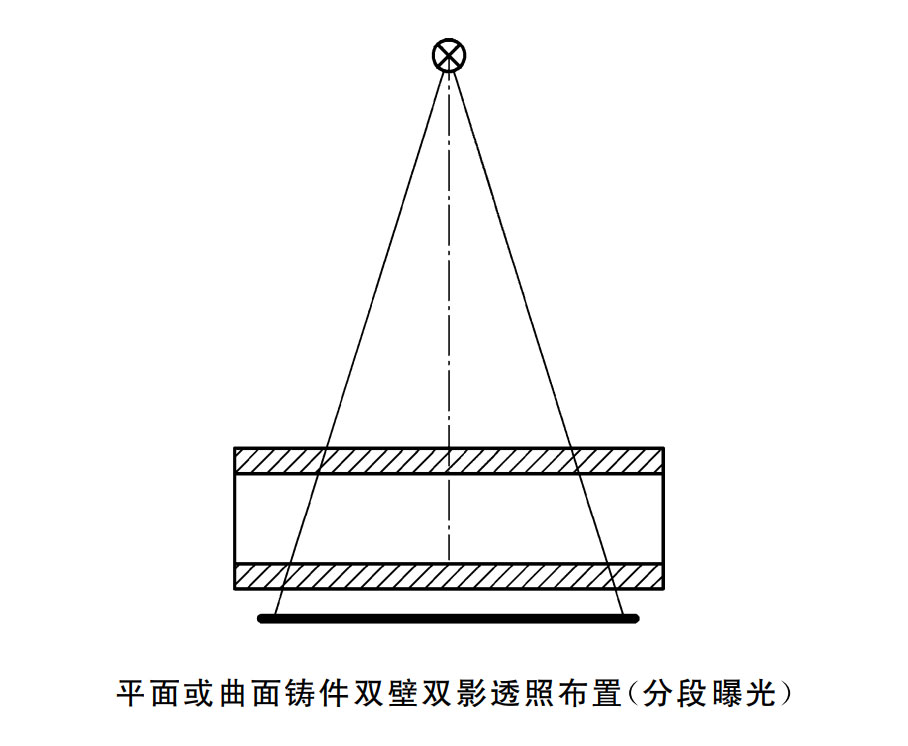
双壁双影透照布置 (分段曝光)
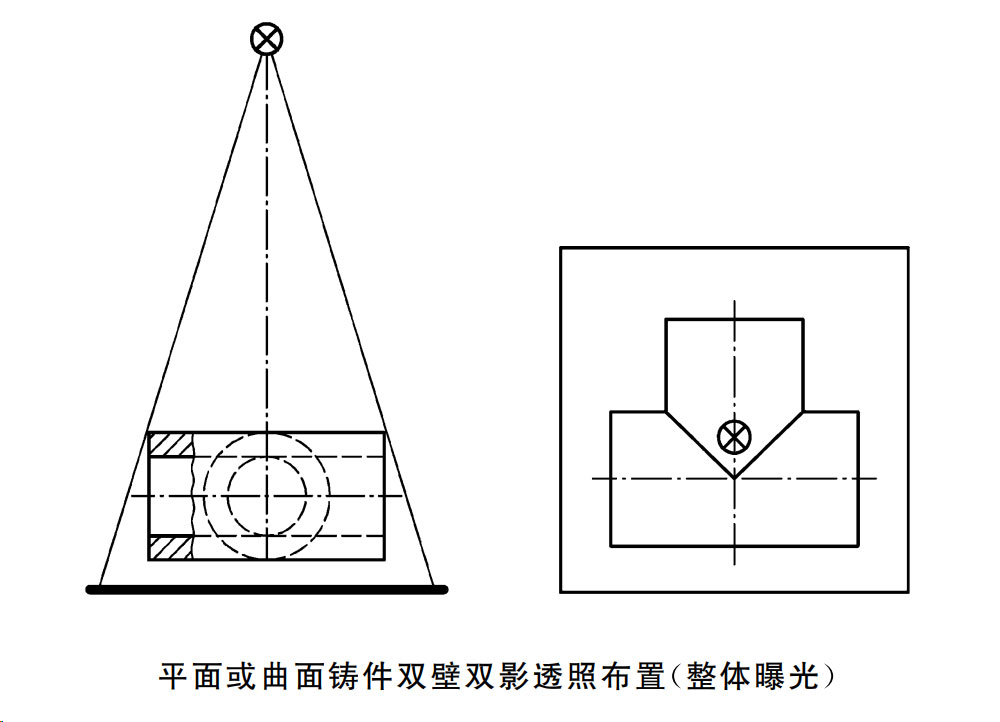
双壁双影透照布置 (整体曝光)
*适用于几何形状限制或需更高灵敏度的场景
*适用于几何形状限制或需更高灵敏度的场景
五、 复杂几何形状铸件透照方案
面对现代工业设计中越来越复杂的铸件结构,标准化、规范化的透照布置对于避免漏检错检至关重要。以下是针对边缘法兰、肋形、十字交叉及楔形等复杂铸件的专业透照布置示例:
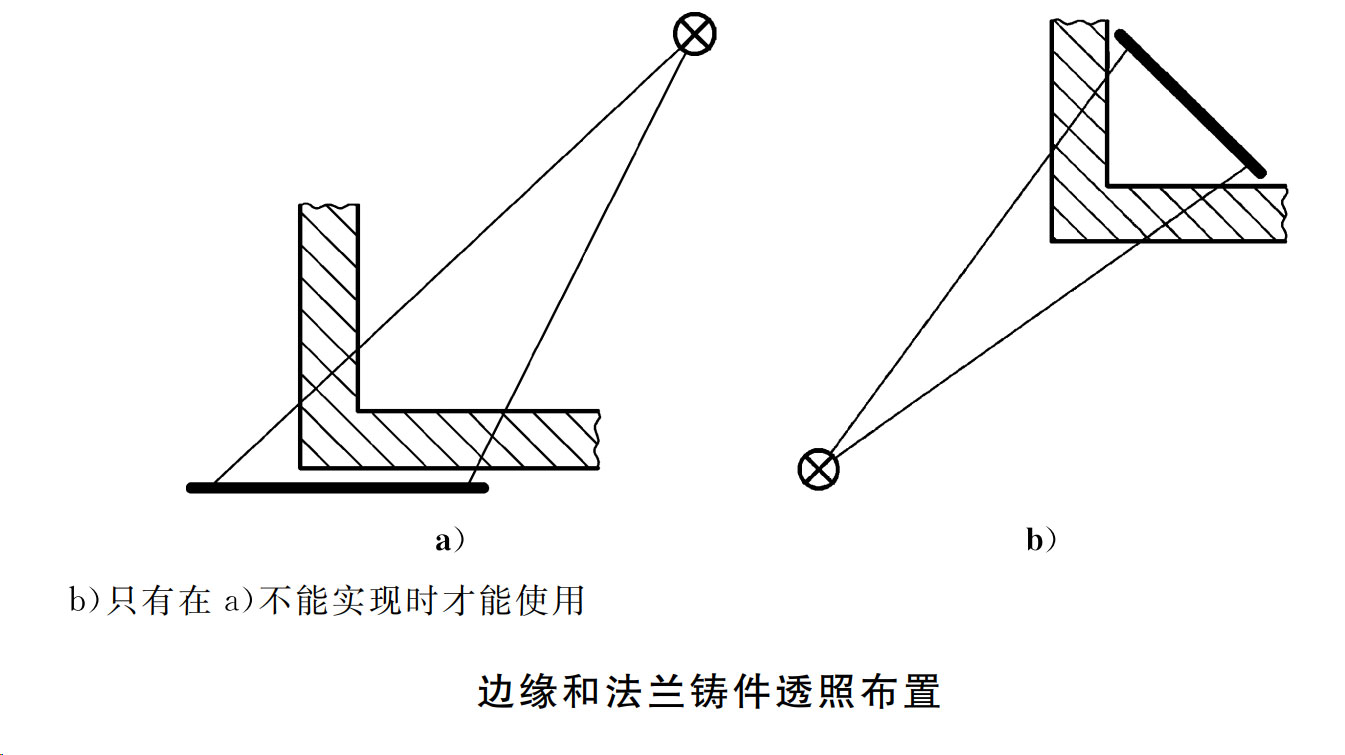
边缘和法兰铸件布置
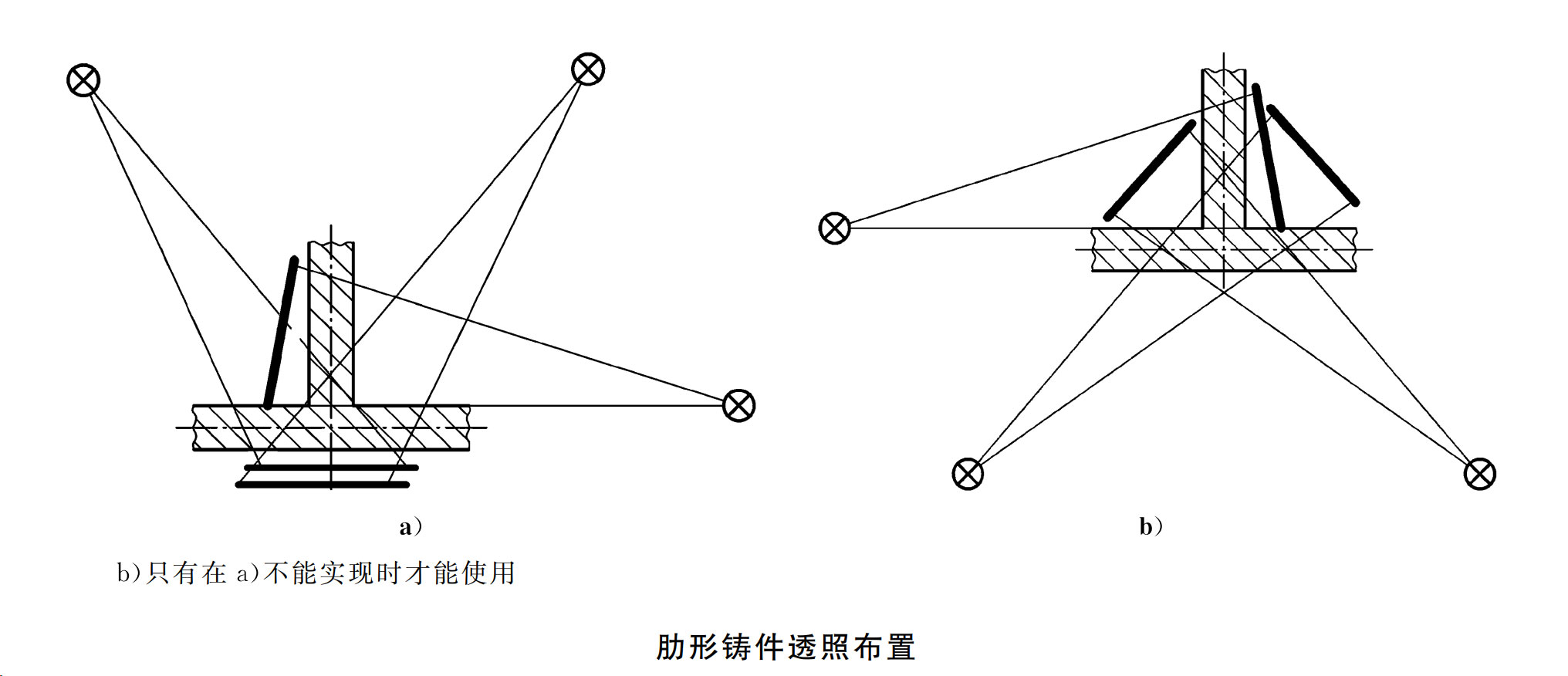
肋形铸件布置
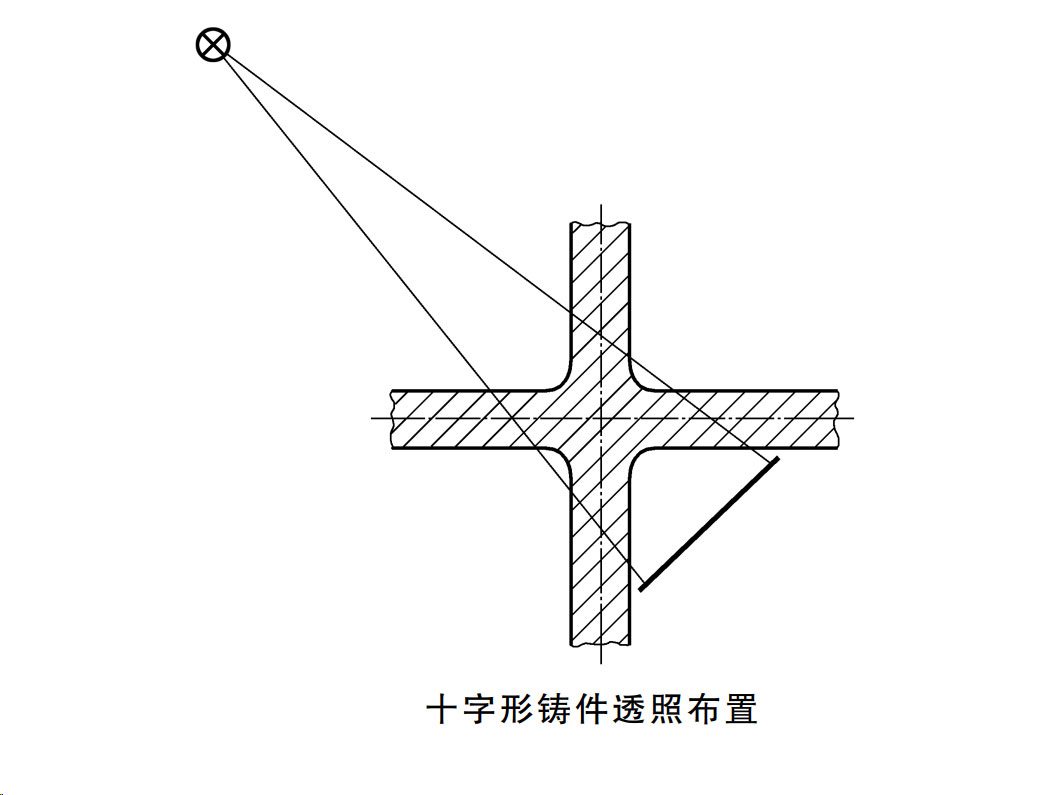
十字形铸件布置
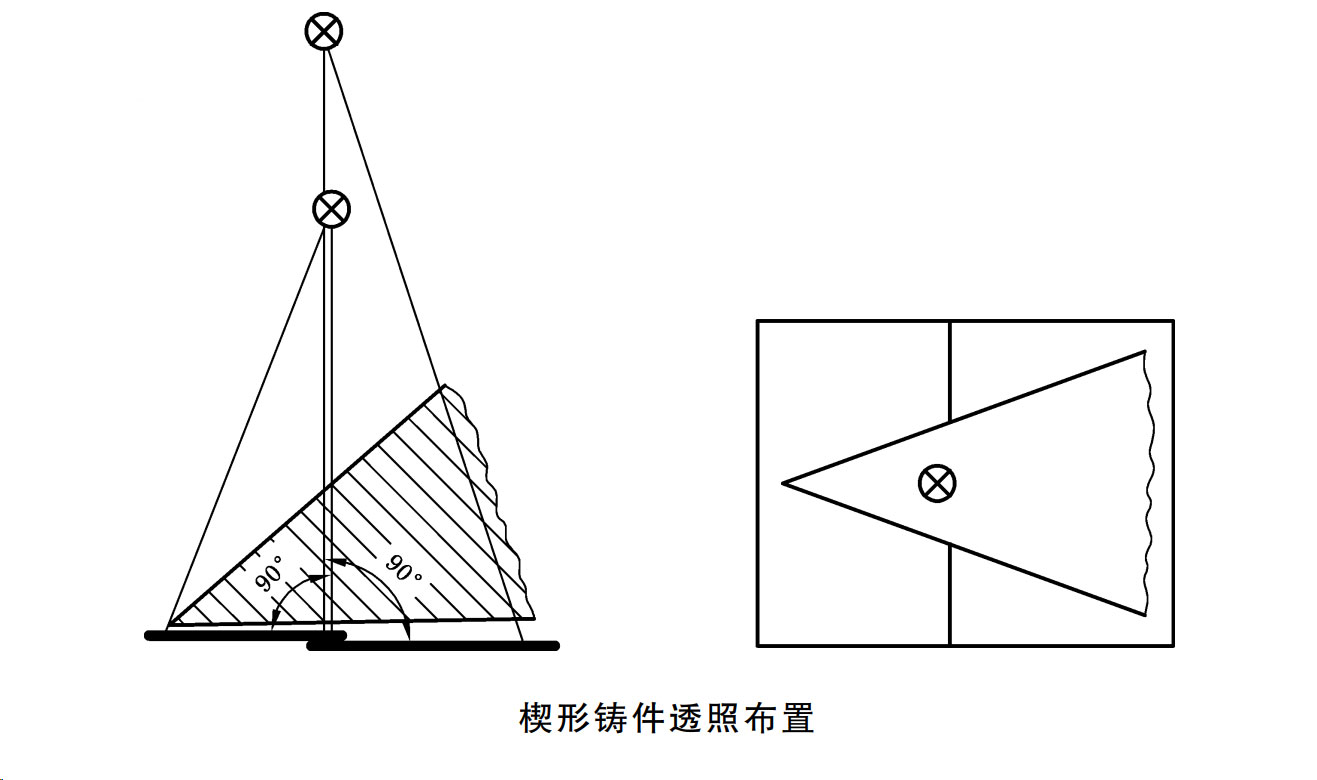
楔形铸件布置
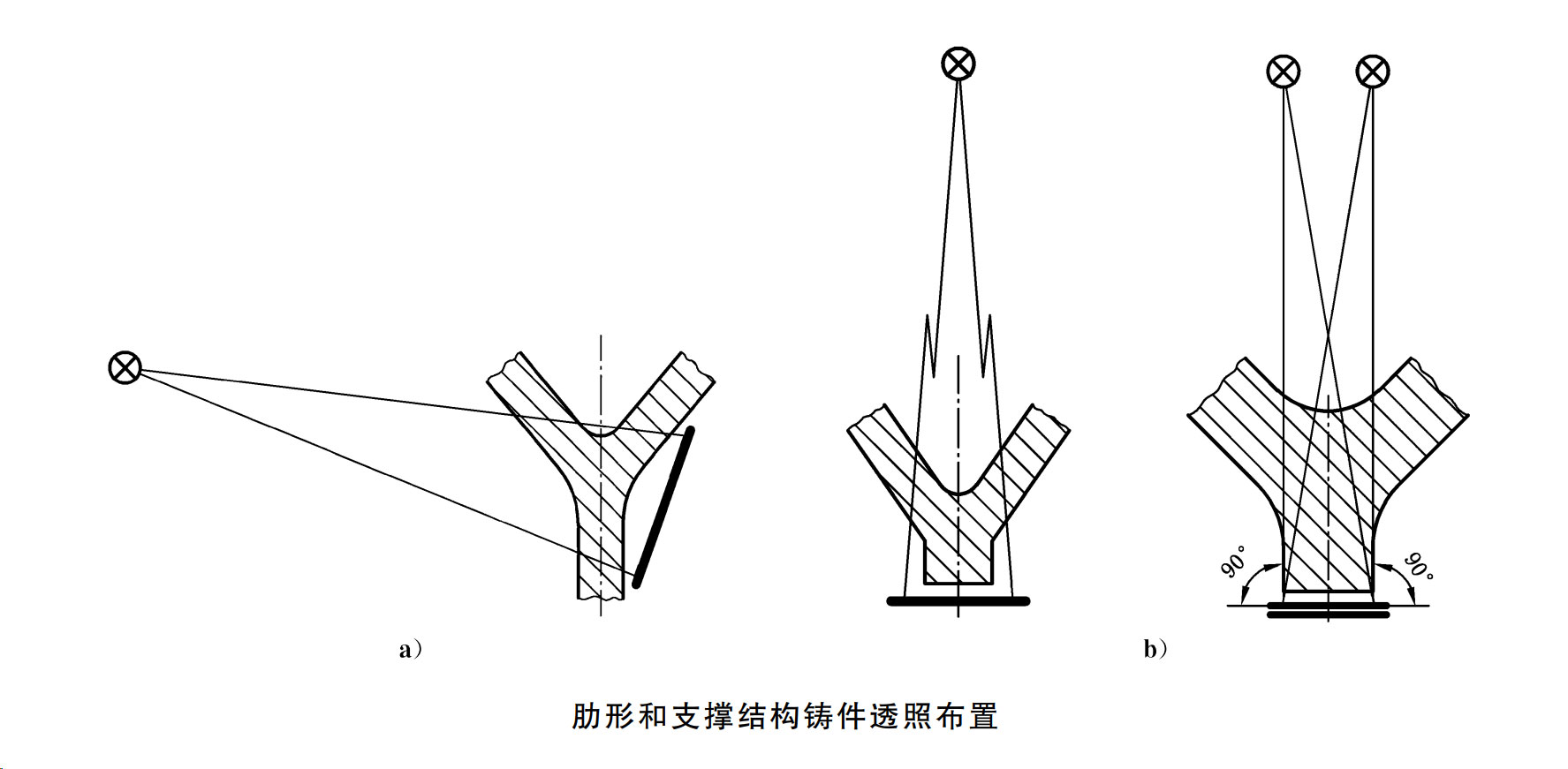
肋形和支撑结构布置
骅飞科技,工业X-Ray智能检测装备的制造商。


回到顶部



 总部地址:深圳市光明区马田街道星源先进材料产业园3栋7楼
总部地址:深圳市光明区马田街道星源先进材料产业园3栋7楼  袁经理:
袁经理:
